

 Products_Automobiles/Mechanical Equipment
Products_Automobiles/Mechanical Equipment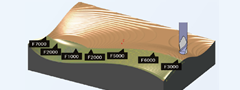
The NCBrain reads the NC tool path and then calculates the amount to be cut from the shape after machining (stock model) in the previous process in order to adjust to the optimum machining speed.
- ■The structure and characteristics (e.g. hardness) of the machine are put into a database and the performance of machine will be maximize.
- ■The cutting conditions, from a combination of the tools and materials, are put into a database and the optimum processing speed is applied.
- ■The shape of the raw materials and the shape after processing (stock model) are recognized and air cutting is automatically eliminated.
- ■Interference with the tool assembly shape and the work material is automatically avoided.
- ■Tool paths are automatically added in places with a heavy machining load analyzing the work material and the tool paths. This may protect from accidents such as tool damage by overload.

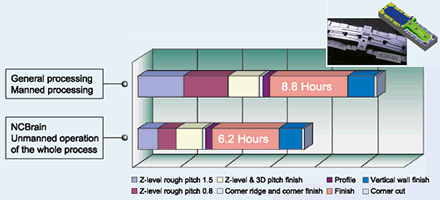
The NC data and initial material shape is entered. Adjustments and changes are made to the tool path of the optimal machining conditions from the machining conditions database that has standardized these conditions, existing equipment and tools/materials of your company. After this, safe and optimal NC data is output.
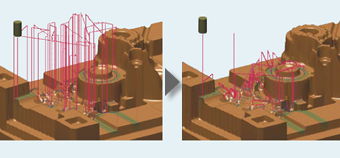
With optimization of the fast feeding (G00) height that takes into account the shape of the work, the fast feeding time is reduced and work interference is avoided.
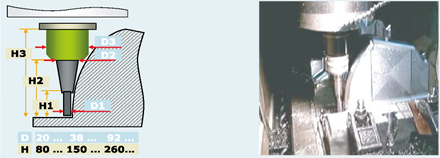
The shape of the work is recognized and an interference check of the holder is performed. After this, the optimal neck length of the tool is calculated. The automatic partitioning of tool path by tool length is also supported.
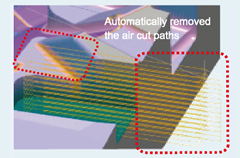
Referring to the stock model, parts with unnecessary air cutting included in the tool path are eliminated.
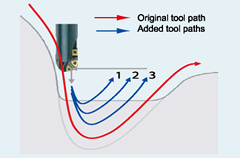
The stock model in the whole process is recognized and tool paths are automatically created and added for the parts where there is a high machining load.
